Правильний монтаж і якість роз'ємів = надійність Вашої мережі на десятиріччя!
Особливістю структурованої кабельної системи є залежність її функціональних показників не тільки від якості обладнання і пасивних компонентів, але і безпосередньо від якості монтажу виконуваного в польових умовах. Саме тому велике значення має технологія з'єднання кабелю з телекомунікаційними роз'ємами. З'єднання має забезпечувати стабільно високу якість слабкострумових контактів протягом 15-20 років.
Фактично все функціонування сучасних підприємств безпосередньо залежать від надійності функціональних показників локальної обчислювальної мережі (ЛОМ). Неполадки в роботі мережі і витрачений час на їх усунення призводять до порушення функціонування підприємства і економічним збиткам, тому важливо це розуміти і вживати всіх можливих заходів для їх мінімізації.
Йдеться про якість з'єднань та якість їх монтажу, оскільки велика частина несправностей мережі (більше 60% за оцінками експертів!) обумовлена неполадками у врізних контактах IDC (Insulation Displacement Contact) в кабельній системі. Саме надійність і високу якість з'єднання жил витої пари з роз'ємами багато в чому визначають загальну пропускну здатність СКС. Важливість вибору технології з'єднання пояснюється також тим, що кількість електричних контактів в кожної кабельної лінії досить чимале (не менше 16), термін їх служби, як і термін експлуатації самої СКС, доходить до 15 - 20 років, а монтувати контакти і з'єднання в переважній більшості випадків доводиться в польових умовах.
Нижче представлений принцип врізного контакту і короткий огляд основних технологій з'єднання симетричних кабелів з модульними роз'ємами і зроблена їх порівняльна оцінка.
Врізний контакт IDC і принцип його роботи
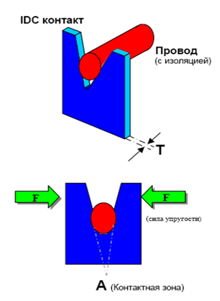
У всіх електричних роз'ємах в СКС використовується один і той же принцип підключення провідників кабелю до гнізда - з'єднання за допомогою врізного контакту. Воно проілюстровано на малюнку вище. Кожен ізольований провідник за допомогою монтажного інструменту продавлюється в пружинний ножовий контакт, гострі кромки якого прорізають ізоляцію і впроваджуються в мідну жилу провідника. Сила пружності (F) утримує провідник в контакті, забезпечуючи герметичність контактної зони (А) і сприяючи дифузії, яка з часом призводить до «холодного зварювання» дроту і контакту. Як сила пружності F, так і величина зони контакту залежать від товщини пластини контакту (Т).
Якість закладення провідника в ножовий контакт визначаються:
- величиною сили пружності F (чим більше, тим краще електричний контакт і його герметизація);
- незмінністю сили F в часі (матеріал з якого виготовлений контакт не повинен «втомлюватися»);
- розміром контактної зони (визначається товщиною Т і правильністю закладення провідника);
- матеріалом контакту і його покриттям;
- інструментом, який повинен створювати задане зусилля строго перпендикулярно провіднику.
"Технологія монтажу часто визначає якість з'єднань"
Як зазначалося вище, з'єднання провідників кабелю з роз'ємом СКС засноване тільки на одному принципі - застосуванні врізного контакту. Однак, реалізації цього принципу, тобто технології монтажу, істотно розрізняються і, відповідно, різниться якість електричних з'єднань.
В основному застосовуються такі технології монтажу:
- без застосування спеціального інструменту (Toolless Technologies);
- послідовне закладення провідників кабелю ударним інструментом (Punchdown Tool);
- одночасне закладення всіх 8 провідників (4-Pair Impact Tool).
Toolless-технологія
У відомих різновидах цієї технології дроти продавлюються в ножові контакти вручну за допомогою нехитрого пристосування, яке є частиною роз'єму Keystone Jack або входить в комплект поставки роз'єму. Перевага цієї технології полягає в простоті і швидкості монтажу, а також в можливості обходитися без професійного монтажного інструменту.


Недоліки пов'язані з конструкцією контактів. Для того щоб можно було вручну продавлювати в контакти провідники (найчастіше по кілька провідників одночасно), сила пружності контактів повинна бути невисокою. Тому потрібна невелика товщина контакту T, що, в свою чергу, зменшує ефективну поверхню електричного контакту (контактну зону А).
Зазвичай це не створює проблем при монтажі проводки категорії 5Е, де використовуються відносно тонкі провідники (розмір AWG24), але може ускладнити закладення кабелів категорії 6.
У шостій категорії (Саt. 6) дроти мають більший діаметр (AWG23 або навіть AWG22) і наявної сили пружності може не вистачити для забезпечення довговічного контакту, причому з високими електричними характеристиками. Через кілька років можлива деформація контакту і навіть його порушення. З цієї причини технології Toolless рекомендуються для інсталяцій не вище категорії 5Е.
Punchdown Tool-технологія




Це традиційна технологія, яка передбачає послідовне «забивання» провідників в ножові контакти за допомогою спеціального ударного інструменту на один провідник, який Ви можете придбати у нас в магазині. Одночасно пробійник (модель Hypernet HT-3140) або спеціальні "ножиці" (модель Hypernet HT-344KR) обрізають надлишок провідника. Каліброваногї сили удару досить для забезпечення високоякісного врізного контакту компонентів аж до 7-ї категорії включно, навіть при використанні ножових контактів з підвищеною силою пружності. Разом з цим, технологія вимагає акуратної роботи монтажника.


Ніж для забивання (інструмент Hypernet HT-3140)
Важливо, щоб удар інструменту припадав строго перпендикулярно провіднику і був в площині ножового контакту. В іншому випадку контактна зона виявляється неоднорідною і це може призвести до нестабільності електричних характеристик контакту під час експлуатації. Крім того, не пізніше ніж після 10 000 робочих циклів потрібна заміна пробійника (інструменту) через втому тарованиої пружини.
4-Pair Impact Tool-технологія

Технологія одночасного закладення всіх 4-х пар кабелю за допомогою одноразового обтиску гнізда. На першому кроці всі 8 провідників кабелю укладаються по колірному коду, відповідногї схеми розводки T568A або T568B.
Таке оправлення є складовою частиною модульного роз'єму або окремим пристосуванням, що входять до складу монтажного інструменту. Важливо, що застосування оправлення забезпечує мінімальне розплітання пар, що важливо для монтажу компонентів категорії 6 і вище.
На другому кроці оправлення з кабелем і модульне гніздо поміщаються в монтажний інструмент і обжимаються. Конструкція інструменту гарантує правильне взаємне розташування ножових контактів, провідників і матриці, що переміщує провідники в ножові контакти, а також строго каліброване зусилля. Це, в результаті, забезпечує високу якість закладення провідників і високу повторюваність результатів. Важливо, що якість роботи тут практично не залежить від «людського фактора». Крім того, істотно прискорюється монтаж і, отже, скорочуються витрати на установку СКС.
Порівняльна харакетерістіка розглянутих технологій монтажу роз'ємів в СКС
У наступній таблиці зроблена порівняльна характеристика розглянутих технологій монтажу стосовно до систем різних категорій.
|
Технология |
Применимость для кат. 5Е |
Применимость для кат.6 |
Быстрота монтажа |
Качество монтажа |
Повторяемость результатов |
|
4-pair Impact Tools |
++ |
++ |
++ |
++ |
++ |
|
Punchdown Tool |
++ |
++ |
+ |
++ |
+ |
|
Toolless |
+ |
— |
|